Click or scroll to zoom
Tap or pinch to zoom
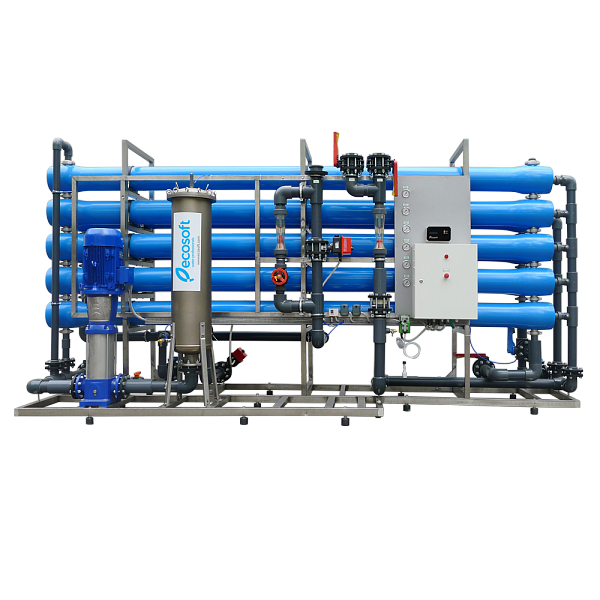
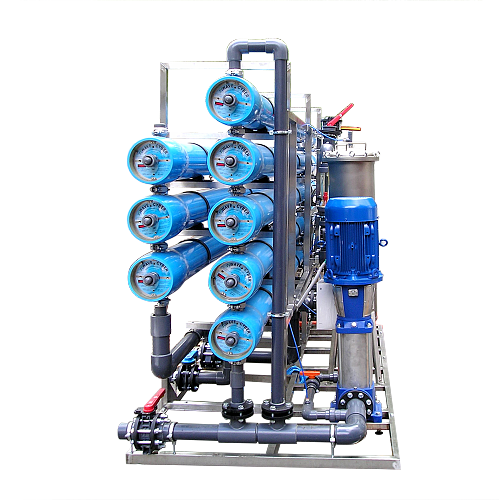
Industrial reverse osmosis system Ecosoft MO-16
SKU MO16XLE
Ecosoft MO-16 is a fully automated 16-19 m3/h reverse osmosis system. The equipment includes Grundfos high pressure pump, Dow Filmtec™ extra low energy membranes, Danfoss automated valves and Honeywell flow control valves.
The RO system is equipped with a controller and most necessary instrumentation. A range of options is available on request. Ecosoft RO systems offer great value in the following applications.
| Applications | Benefits | |
|---|---|---|
| Steam boilers | Less boiler blowdown compared to ion exchange softened water | |
| Semiconductor manufacturing | Enhanced rejection of silica, boron, ammonia, and other impurities compared to other RO products | |
| Pharmaceutical manufacturing | Consistent rejection of pyrogens and toxic constituents | |
| Food processing | Enhanced Dow Filmtec™ membranes and raw water blending available optionally | |
| Chemical manufacturing | Purified water is requisite for most processes in chemical industry | |
| Heat and cooling circuits | Prevention of scaling and corrosion due to hardness and other impurities | |
| Galvanic and electroplating | Used to obtain any grade of water for metal finishing | |
| Insulation glazing | Prevention of stains and scale on glass surfaces, lower detergent usage | |
| Textile industry | Used to obtain any grade of water for textile process | |
| Drinking water bottling | Heavy duty Dow Filmtec™ membranes for problem water with nitrate, ammonia, high TOC, high TDS available as option | |
| Agriculture | Demineralized water is most suitable for both plants and irrigation systems | |
| Fish farms | Optional raw water blending allows to fine tune TDS, hardness, and alkalinity to specific requirements | |
| Utility water treatment | RO water meets the EC Drinking Water Directive and protects pipes and valves against scaling, clogging and corrosion | |
| Laundry and car wash | Prevention of stains and scale, cleaner wash/laundry, lower detergent usage | |
| Desalination | Dow Filmtec™ XLE membranes and Grundfos® pumps offer lowest energy use per m3 permeate | |